





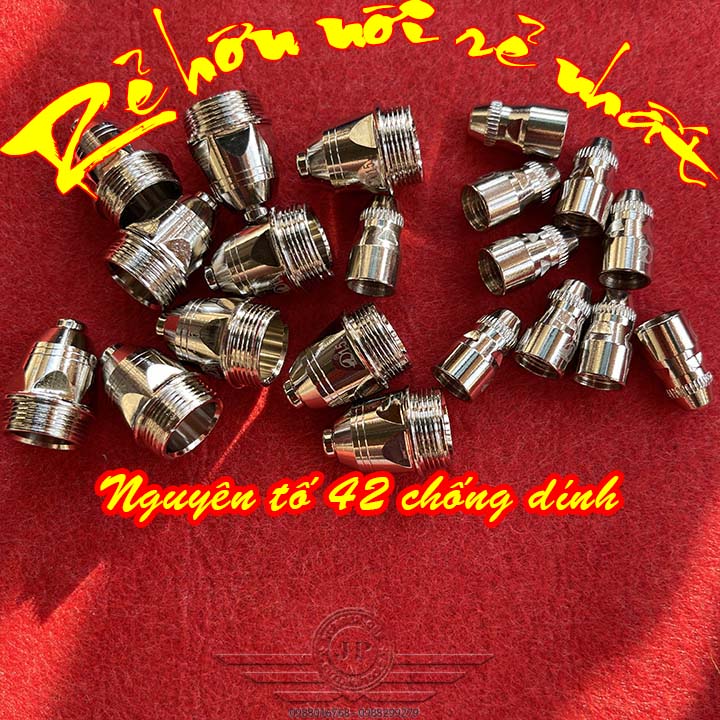






Bép Cắt Máy Plasma PA80, Béc Cắt Plasma P80
Cắt Plasma liên tục, dùng thời gian dài bép cắt sẽ biến dạng khiến thao tác khó hơn, vết cắt xấu và hiệu suất lao động giảm sút. Béc cắt Plasma chất lượng tốt, giá rất tốt 0988299279 sẽ giải quyết nhanh chóng các bế tắc trong công việc.* Một bộ gồm 2 món cả chày và cố

Nhật Phương NPT
@nhat-phuong-nptĐánh giá
Theo Dõi
Nhận xét




Cắt Plasma liên tục, dùng thời gian dài bép cắt sẽ biến dạng khiến thao tác khó hơn, vết cắt xấu và hiệu suất lao động giảm sút. Béc cắt Plasma chất lượng tốt, giá rất tốt 0988299279 sẽ giải quyết nhanh chóng các bế tắc trong công việc.* Một bộ gồm 2 món cả chày và cối.* Bép cắt Plasma PA80 gia công trên máy CNC đảm bảo độ chính xác 100%.* Thêm nguyên tố chống dính 42 để tăng khả năng chống dính, thêm hợp chất Crom, Mangan tăng khả năng bào mòn tăng tuổi thọ béc cắt mà chỉ có tại Phương pháp có các lợi thế đối với phương pháp cắt Laser, và cắt Oxy-Gas: * Tăng tốc độ cắt nhanh: Tốc độ cắt plasma nhanh hơn cắt Oxy-Gas khi thực hiện với các tấm dày dưới 50mm. Cắt Plasma có tốc độ nhanh hơn cắt Laser khi thực hiện với các tấm dày hơn 3mm. Tốc độ cắt nhanh giúp tăng năng xuất, giảm giá thành chung sản xuất. * Có thể cắt nhiều loại vật liệu, cũng như độ dày khác nhau. Cắt Plasma có thể cắt nhiều loại vật liệu chứa sắt, hoặc không chứa sắt. Riêng cắt Inox, stainless Steel chỉ Plasma có thể cắt, Oxy-Gas không thể. Độ dày cắt có thể lên đến 80mm. * Dễ dàng vận hành: Cắt Plasma không yêu cầu kỹ thuật cao đối với người vận hành. Việc đào tạo cũng dễ dang, thao tác cắt đơn giản, không cần phải điều chỉnh nhiều khi thao tác. * Tính kinh tế: Cắt plasma có tính kinh tế hơn so với cắt Oxy-Gas, khi cắt tấm dày dưới 25mm. * Cắt Plasma cho hiệu quả kinh tế cao vì không cần khí Gas hay Oxy và không bị thải khí thừa trong khi cắt gây ô nhiễm môi trường cũng như tiềm ẩn nguy cơ mất an toàn lao động với bình chứa Oxy Gas. Bộ Bép cắt Plasma Pa80 chất lượng tốt giá lại cực tốt. 1- Bép cắt cách mặt vật cắt từ 0,5-1mm là tốt nhất2- Hơi để khoảng 3,5 ký là đẹp (để lớn lửa dội ngược dễ hỏng điện cực cắt, bép cắt)3- Cắt plasma kị nước nên xả hết nước đọng trong bình khí4- Điện yếu cắt sẽ yếu (Đổi pha để khắc phục)5- Cắt chậm khi cắt vật dầyTay Cắt Plasma 40A, Điện Cực Máy Cắt Plasma P40, Béc Cắt Máy Plasma PA40, Sungs Cắt Máy Cắt Plasma PA40, Bép Cắt Máy Plasma P40, Kìm Cắt Plasma Pa40 Có rất nhiều yếu tố ảnh hưởng đến tuổi thọ của như: môi trường làm việc, phương pháp cắt, áp xuất loại khí sử dụng… Vậy như thế nào để đảm bảo hiệu quả vừa kéo dài tuổi thọ bép cắt. Cùng tìm hiểu qua bài viết sau. Bép cắt plasma là phụ kiện hàn cắt quan trọng giúp quá trình cắt plasma trở nên hoàn chỉnh và hiệu quả hơn. Khi kết hợp bép cắt với chụp khí, đầu cắt sẽ tạo nên giúp nén dòng khí ở áp suất cực cao tạo thành những tia plasma cắt đứt kim loại. được dùng làm Khi kết bộ phận này với , plasma sẽ theo một dòng chảy trực tiếp thoát ra ngoài qua vòi phun.Bép cắt plasma CNC được dùng làm mũi bắn tia plasmaỞ vòi phun được thiết kế lỗ thoát khí có đường kính phụ thuộc vào dòng cắt. Đầu bép cắt cũng được thiết kế tương tự để cung cấp nước hay khí nhằm bảo vệ và tăng tuổi thọ cho sản phẩm.Trong bép cắt plasma, nhiệt plasma được tạo nên từ tần số vô tuyến (RF), dòng điện xoay chiều (AC) hay dòng điện một chiều (DC). Tuy nhiên nhiệt plasma được tạo nên từ dòng điện một chiều (DC) được sử dụng phổ biến nhất bởi tiêu thụ điện năng thấp, hoạt động ổn định và ít gây rung, tiếng ồn so với AC. Hướng Dẫn Cách Sử Dụng Bép Cắt Plasma Hiệu Quả Nhìn chung tuổi thọ của phụ thuộc vào các yếu tố sau: Càng hạn chế được số lần đục lổ thì tuổi thọ bép cắt sẽ dài hơn. Để thực hiện điều này nếu có nhiều chi tiết cần cắt mà ta chỉ cần lấy phần ở bên trong (phần bên ngoài bỏ đi) thì ta có thể vẽ các đường nối sao cho khi cắt chỉ cần đục lổ một lần sau đó cắt liên tục sang các phần khác mà không cần đục lổ lại. Phương pháp này không thực hiện được nếu cần lấy chi tiết bên ngoài.Yêu cầu khí phải sạch, không lẫn dầu hoặc nước. Nếu không tuổi thọ bép cắt cũng như chất lượng đường cắt sẽ bị ảnh hưởng rất nhiều. Khi đục lổ phần kim loại nóng chảy bị dội ngược lên văng vào béc cắt, nếu làm bít lổ cắt thì béc cắt có thể hỏng ngay lần đầu mồi lổ. Do đó, khi mồi lổ phải chỉnh khoảng cách giữa mỏ cắt và vật liệu cao gấp 2 – 3 lần lúc cắt, thông thường có thể chỉnh độ cao đục lổ từ 5 – 10 mm (tùy độ dày vật liệu, vật liệu càng dày thì chỉnh càng cao). Khi đục lổ phải có thời gian chờ để tia plasma có thể xuyên thủng hoàn toàn vật liệu (nhất là các vật liệu dày), sau đó mới bắt đầu di chuyển đầu cắt và từ từ hạ độ cao đầu cắt xuống khoảng cách thích hợp. Nếu vật liệu chưa được xuyên thủng mà đã di chuyển đầu cắt thì béc cắt có thể hỏng ngay. Khi thì tối kỵ nhất việc vi phạm điều này. Nếu không thì lấy rổ mà đựng béc cắt bị hư. Khi dùng nguồn plasma thì phải tuân theo bảng thông số cắt (Cut Chart) của nhà sản xuất thì mới đảm bảo tuổi thọ bép cắt là tốt nhất đúng như nhà sản xuất giới thiệu. Không nên để béc cắt chạm vào bề mặt vật liệu nếu không béc cắt rất nhanh hỏng. Nếu cắt bằng máy CNC thì máy phải có trang bị bộ điều khiển độ cao đầu cắt tự động, giúp duy trì độ cao đầu cắt ổn định cho dù vật liệu bị cong vênh.Không để béc cắt chạm vào bề mặt vật liệu Nhất là đối với béc cắt dùng cho mỏ cắt P80, hiện trên thị trường có rất nhiều loại với chất lượng rất khác nhau. Có loại cắt được hàng trăm mét cắt mới hỏng, có loại cắt chưa đầy 30 mét đã hỏng mặc dù đã áp dụng đầy đủ các giải pháp ở trên. Cho nên điều quan trọng là phải chọn mua loại béc cắt plasma có chất lượng tốt sau đó áp dụng các kỹ thuật ở trên sẽ cho hiệu quả cao nhất. Hãy liên hệđể có béc cắt tốt nhất mà giá cực rẻ.Hy vọng rằng bài viết đã mang đến nhiều kiến thức hữu ích giúp quá trình của bạn được hiệu quả và tiết kiệm nhất. Liên hệ với V nếu bạn có nhu cầu về máy móc, Giá rẻ hơn những nơi rẻ nhất! Giá sản phẩm trên Tiki đã bao gồm thuế theo luật hiện hành. Bên cạnh đó, tuỳ vào loại sản phẩm, hình thức và địa chỉ giao hàng mà có thể phát sinh thêm chi phí khác như phí vận chuyển, phụ phí hàng cồng kềnh, thuế nhập khẩu (đối với đơn hàng giao từ nước ngoài có giá trị trên 1 triệu đồng).....Sản phẩm này là tài sản cá nhân được bán bởi Nhà Bán Hàng Cá Nhân và không thuộc đối tượng phải chịu thuế GTGT. Do đó hoá đơn VAT không được cung cấp trong trường hợp này.
Sản phẩm có được bảo hành không?
Không
Thương hiệu
OEM
Xuất xứ thương hiệu
China
Chất liệu
kim loại
Hướng dẫn bảo quản
Trong Quá Trình Cắt Không Để Béc Cắt Cham Vào Bề Mặt Vật Liệu Không nên để béc cắt chạm vào bề mặt vật liệu nếu không béc cắt rất nhanh hỏng. Nếu cắt bằng máy CNC thì máy phải có trang bị bộ điều khiển độ cao đầu cắt tự động, giúp duy trì độ cao đầu cắt ổn định cho dù vật liệu bị cong vênh.
Hướng dẫn sử dụng
Hướng Dẫn Cách Sử Dụng Bép Cắt Plasman Hiệu Quả Nhìn chung tuổi thọ của bép cắt plasma phụ thuộc vào các yếu tố sau: 1. Số Lần Đục Lỗ ban Đầu Khi Cắt Càng hạn chế được số lần đục lổ thì tuổi thọ bép cắt sẽ dài hơn. Để thực hiện điều này nếu có nhiều chi tiết cần cắt mà ta chỉ cần lấy phần ở bên trong (phần bên ngoài bỏ đi) thì ta có thể vẽ các đường nối sao cho khi cắt chỉ cần đục lổ một lần sau đó cắt liên tục sang các phần khác mà không cần đục lổ lại. Phương pháp này không thực hiện được nếu cần lấy chi tiết bên ngoài.2. Chất Lượng Khí Đưa Vào Nguồn Cắt PlasmaYêu cầu khí phải sạch, không lẫn dầu hoặc nước. Nếu không tuổi thọ bép cắt cũng như chất lượng đường cắt sẽ bị ảnh hưởng rất nhiều. 3. Độ Cao Lúc Đánh Lửa (Đục Lỗ) Và Lúc Cắt Quá Thấp Khi đục lổ phần kim loại nóng chảy bị dội ngược lên văng vào béc cắt, nếu làm bít lổ cắt thì béc cắt có thể hỏng ngay lần đầu mồi lổ. Do đó, khi mồi lổ phải chỉnh khoảng cách giữa mỏ cắt và vật liệu cao gấp 2 – 3 lần lúc cắt, thông thường có thể chỉnh độ cao đục lổ từ 5 – 10 mm (tùy độ dày vật liệu, vật liệu càng dày thì chỉnh càng cao). 4. Di Chuyển Đầu Cắt Khi Chưa Đục Thủng Vật Liệu Khi đục lổ phải có thời gian chờ để tia plasma có thể xuyên thủng hoàn toàn vật liệu (nhất là các vật liệu dày), sau đó mới bắt đầu di chuyển đầu cắt và từ từ hạ độ cao đầu cắt xuống khoảng cách thích hợp. Nếu vật liệu chưa được xuyên thủng mà đã di chuyển đầu cắt thì béc cắt có thể hỏng ngay. Khi sử dụng máy cắt plasma thì tối kỵ nhất việc vi phạm điều này. Nếu không thì lấy rổ mà đựng béc cắt bị hư. Khi dùng nguồn plasma thì phải tuân theo bảng thông số cắt (Cut Chart) của nhà sản xuất thì mới đảm bảo tuổi thọ bép cắt là tốt nhất đúng như nhà sản xuất giới thiệu. 5. Trong Quá Trình Cắt Không Để Béc Cắt Cham Vào Bề Mặt Vật Liệu Không nên để béc cắt chạm vào bề mặt vật liệu nếu không béc cắt rất nhanh hỏng. Nếu cắt bằng máy CNC thì máy phải có trang bị bộ điều khiển độ cao đầu cắt tự động, giúp duy trì độ cao đầu cắt ổn định cho dù vật liệu bị cong vênh.Không để béc cắt chạm vào bề mặt vật liệu 6. Điểm Cuối Cùng Phụ Thuộc Vào Chất Lượng Bép Cắt Nhất là đối với béc cắt dùng cho mỏ cắt P80, hiện trên thị trường có rất nhiều loại với chất lượng rất khác nhau. Có loại cắt được hàng trăm mét cắt mới hỏng, có loại cắt chưa đầy 30 mét đã hỏng mặc dù đã áp dụng đầy đủ các giải pháp ở trên. Cho nên điều quan trọng là phải chọn mua loại béc cắt plasma có chất lượng tốt sau đó áp dụng các kỹ thuật ở trên sẽ cho hiệu quả cao nhất.
Model
Bép Cắt Máy Plasma PA80, Béc Cắt Plasma P80
Khả năng cắt
Tăng tốc độ cắt nhanh: Tốc độ cắt plasma nhanh hơn cắt Oxy-Gas khi thực hiện với các tấm dày dưới 50mm. Cắt Plasma có tốc độ nhanh hơn cắt Laser khi thực hiện với các tấm dày hơn 3mm. Tốc độ cắt nhanh giúp tăng năng xuất, giảm giá thành chung sản xuất. Có thể cắt nhiều loại vật liệu, cũng như độ dày khác nhau. Cắt Plasma có thể cắt nhiều loại vật liệu chứa sắt, hoặc không chứa sắt. Riêng cắt Inox, stainless Steel chỉ Plasma có thể cắt, Oxy-Gas không thể. Độ dày cắt có thể lên đến 80mm.
Kích thước (Dài x Rộng x Cao)
10x10x3
Xuất xứ
china
Trọng lượng sản phẩm
150g
Sản Phẩm Tương Tự







Sản Phẩm Liên Quan




Tấm Chắn Dầu Mỡ Cách Nhiệt Dùng Trong Nhà Bếp C3156 Hàng Xuất Nhật kích thước 84x39x0.4cm (họa tiết ngẫu nhiên)
19.000₫
Đã bán 4



